Zurück nach Sortiment Schmelzkäsemaschinen
Lekkerkerker hat ein eigenes kontinuierliches System entwickelt, mit dem Schmelzkäse auf 140-145ºC erhitzt werden kann, mit 2 Linien. Der Twinhead hat ein automatisches System, um ohne anzuhalten von Linie 1 auf Linie 2 umzuschalten. Alles ist außerdem mit CIP zu reinigen. Die Einheit hat eine Kapazität von 600 bis 1.200 kg/h.
- Geschlossener Puffertank, mit CIP und Stufenregelung zu reinigen.
- Zufuhrpumpe, variable Geschwindigkeit.
- 2 Dampfinjektoren.
- Mixproof-Regelventile für unabhängige Reinigung während der Produktion.
- Vakuumtank, Vakuumpumpe.
- 3 Haltesysteme (Heißhalter).
- Röhrenkühler.
- Zufuhrpumpe, variable Geschwindigkeit.
- Zentrifugalpumpen für die Reinigung.
- Tank für die Dampferhitzung für die Reinigung.
- Elektroschaltkasten mit Siemens-SPS und Touchscreen-Bedienung.
- Komplett in Edelstahlrahmen zusammengebaut.
- Cremiertank mit Pumpen.
- Leitungssystem doppelwandig bei Produktzufuhr und -ausfuhr zur Gerinnungsvermeidung.
- Transport, Installation, Inbetriebnahme und Schulung.
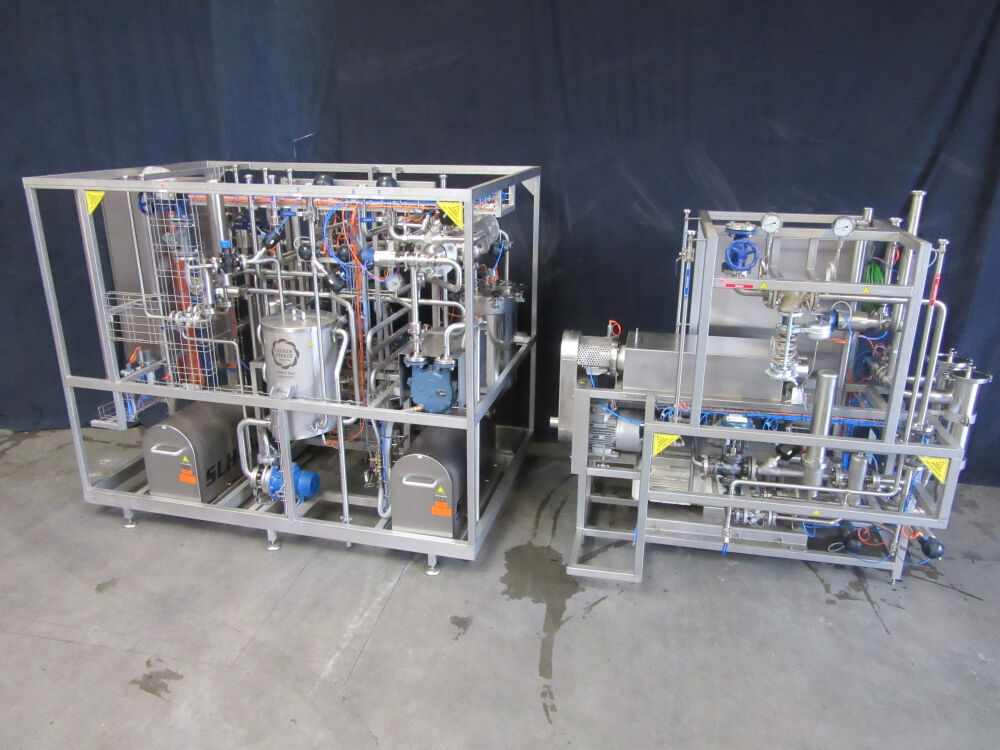
Im September 2017 haben wir erfolgreich die Fertigung einer sehr speziellen Zwillingskopf-UHT-Anlage für einen unserer Kunden abgeschlossen: Eine automatische Schmelzkäsemischanlage samt Inline-Garsystem und UHT-Anlage für 1.500kg/h. Diese Anlage gestattet das Mischen und Erhitzen von Schmelzkäse zwecks Verpackung mittels IWS oder Triangle.
Die Anlage ist mit einer separaten Reibe/Wolf für Käseblöcke, einem Ribbon-Mischer mit 2.000 kg Kapazität pro Ladung sowie einem Puffertank auf zwei Wägezellen mit 2 Schnecken ausgestattet, die das Produkt in eine spezielle Spin-Type-Pumpe drücken. Im Anschluss an die Pumpe erhitzt ein Inline-Garer den Käse-Fett-Schmelzsalz-Aroma-Mix auf 80°C über Dampfinjektion. Das Schmelzprodukt wird dann zu einer Zwillingskopf-UHT-Einheit geleitet, wo es 10 Sekunden lang auf 142°C erhitzt wird.
Diese einzigartige UHT-Linie weist 2 unabhängige Injektionsköpfe samt Halterohren und Gegendruckventilen auf, um jeweils mit dem einen Kopf den Käse weiter zu verarbeiten, während der andere Kopf gereinigt wird. Die 2 Anlagen sind durch Mixproof-Ventile separiert. Nach dem Halterohr wird der Käse in einer Flash-Wanne vakuumgekühlt. Die Flash-Wanne weist 2 Drucktransmitter zur Niveau-Steuerung sowie eine polierte Oberfläche zwecks erleichterter Reinigung auf. Warmwasser- und Durchflusstransmitter drücken das Wasser samt Produkt vollautomatisch und bei minimalen Verlusten heraus. Optional lässt sich die Einheit mit 3 Geschwindigkeitsoptionen (50%, 75%, 100%) sowie mit unterschiedlichen Halterohren ausstatten. Dank der unkomplizierten Selbstreinigung und dem vollautomatischen Wechsel zwischen den Zwillingsköpfen ist der Arbeitsaufwand minimal – auch bei langen Betriebszeiten.
Die Pumpen sind mit variablem Drive zwecks 18.000 l/h Durchfluss bei der Reinigung und 1.500 bei der Produktion mit einer ‚Spin-Type‘-Pumpe ausgestattet. Das System besitzt Mixproof-Ventile, um zwischen den Injektionsköpfen mit Dismantling oder Swingbend-Panels zu wechseln. Durchflusstransmitter zwecks automatischem Durchspülen mit Wasser und Neuladen des Produkts bei minimalen Verlusten.
Nach der UHT-Anlage sind zwei Rahmtanks mit einer Transfer-/CIP-Pumpe montiert, einschliesslich Sampling-Points und Doppelfilter.
Eine separate, vollautomatische 4-Tank-CIP-Einheit mit einem maximalen Durchfluss von 25.000 l/h ist verfügbar.
Die Einheit ist mit lokalen Touch-Screen-Steuertafeln (Siemens) sowie mit einem Remote-PC samt SCADA-System zur Erfassung von Signalen wie Temperatur, Dauer, Durchfluss während Reinigung und Herstellung (via Siemens WinCC) ausgestattet. Remote-Login per Internet ist ebenso möglich.
Sie suchen ähnliche Systeme mit anderen Anforderungen? Kontaktieren Sie uns!